Technológiai segédlet Horganyzás
Mire érdemes figyelni horganyzott alkatrészek tervezésekor, gyártásakor
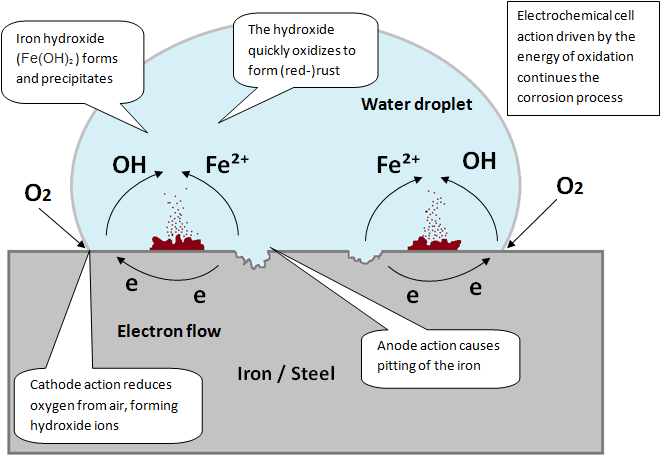
A vasból és acélból készült termékek elengedhetetlen részét képezik mindennapi életünknek. Bár a vas tiszta formájában közepes sűrűségű fém, szilárdsága jó, mégis viszonylag könnyen alakítható fém, külső mechanikai behatásokkal szemben ellenálló, acél (speciális Fe-C-ötvözet) formájában különböző ötvöző anyagokkal egyszerűen tovább módosíthatóak mind mechanikai mind korróziós tulajdonságai (leggyakrabban C, Ni, Cr, Mn, V, W tartalmú ötvözőket használ az ipar). Az így módosított ötvözetekből gyártott alkatrészek felületi keménysége, alakíthatósága, rugalmassága, kopásállósága vegyszerekkel vagy a környezeti hatásokkal szembeni ellenállósága vagy esztétikai megjelenése változik meg az igényeknek megfelelően. Azonban még így is, a legtöbb vas és acél termék kevéssé ellenálló a környezet hatásaival vagy a vegyszerekkel szemben. A vas és acél termékek védelem nélkül könnyen reagálnak a levegő oxigén tartalmával, és stabil Fe2O3 (vörös-rozsda)keletkezik.
A rozsdásodás csökkenti a vas és acél szilárdságát (extrém esetben szétporlik) ezzel tönkre téve az alkatrész további felhasználását.
Ezért nagyon fontos a mai modern ipari alkalmazások számára a vas és acél alkatrészek korrózióval szembeni védelme. Erre számos technológiát fejlesztettek ki az utóbbi évtizedekben, ezek közül is az egyik legelterjedtebb technika a vas- és acél felületek valamilyen nemesebb vagy kevésbé nemes fémmel történő bevonása így zárva el az alapfémet a külső környezet oxidációs hatásaitól.
Évtizedek óta az egyik leggyakrabban alkalmazott fémbevonat a vas felületvédelmére a Cink-horgany-bevonat.A Cink (Zn), mint bevonó fém kevésbé nemes fém, mint a vas (Fe), így amikor a Fe-alapfémet korróziós oxidatív hatás érné a Zn-fém elektront (e¯) ad át a Fe-nak, így nem a vas oxidálódik, hanem a cink, (a Zn-fémből Zn-oxid (fehérrozsda) keletkezik). A Zn-fém mindaddig képes így megvédeni a Fe-alapfémet, ameddig a Cink-(Horgany) bevonat jelen van a felületen. A cink(horgany) bevonat alkalmazhatóságát a vas és acél-felületvédelemben, a kiváló korrózió gátló hatása mellett, a cink (Zn) fém olcsósága indokolja, így ipari felületvédő bevonat-rendszerek kialakítására is költséghatékonyan, gazdaságosan tudjuk használni.
Ahhoz, hogy a horganyzott védőréteg minden szempontból (rétegvastagság, korrózióállóság, kopásállóság, színtartósság és esztétikai homogenitás) az elvárásoknak megfelelő legyen, már tervezésnél érdemes figyelembe venni, hogy bizonyos ötvözők vagy megmunkálási technikák kedvezőtlenül befolyásolják a vas és az acél alkatrészek horganyozhatóságát és/vagy az esztétikai megjelenést.
Alapanyag
Azokban a kellemetlen estekben, amikor egy horganyzott termék nem az elvárásoknak megfelelően sikerül, az alapanyag szállító, alkatrészgyártó és felületkezelő cég előszeretettel keresi a másikban a hibát és sokszor egymásra mutogat. Azonban ezek a problémák a legtöbb esetben elkerülhetőek átgondolt tervezéssel, helyesen kiválasztott alapanyaggal és alkalmazott gyártási technológiával.
1. A helyes alapanyag kiválasztása:
A szükségesnél erősebben ötvözött alapanyagot kerülni kell, mert általánosan igaz, hogy minél magasabb az ötvöző anyag tartalom, annál nehezebben horganyozható, nehezebben alakítható ki a kívánt rétegvastagság és esztétika, ez szükségtelen költségnövekedéssel is jár.
2. Alkatrészcsoport azonos anyagminőségből álljon:
Amennyiben az alkatrészek összeszereléskor azonos helyre kerülnek érdemes figyelni az egységes anyagminőségre, mivel már egyszerű védő/esztétikai horganyzás esetén is eltérő színt adhatnak a különböző ötvözetek anyagminőségei. Emellett az is gyakran előfordulhat, hogy szabvány szerint azonos ötvözetek különböző gyártótól származó termékei eltérő színárnyalatúak lesznek.
3. Esztétikai megjelenés, dekorációs cél:
Ha fontos a felületi homogenitás, az esztétikai megjelenés, akkor kerüljük a szükségtelenül magas ötvöző anyag tartalmat, mert ezek egyenetlen eloszlása a felületi rétegben foltosodást okoznak.
Megmunkálási folyamatok típusai és azok hatása
Mechanikai megmunkálási technológiák:
Érdemes már tervezéskor végig gondolni, hogy az eltérő megmunkálási típusok eltérő optikai hatású horganyzott felületet eredményeznek. Nem is gondolnánk mennyire más megjelenésű horganyzás után egy eltérő mechanikai eljárással előkészített csiszolt, köszörült forgácsolt vagy maratott megmunkált felület. Emellett eltérő felületi érdességet okoz a vas és acél nyersanyag, vagy a kész alkatrészek gondatlan tárolása, védelem nélküli mélyebb vagy felületi rozsdásodása. Az eltérő felületi minőségek szinte minden esetben optikai eltérést eredményez a horganyzott felületek optikai megjelenésében.
Erős hőhatással járó folyamatok, Hegesztés:
Emellett erős hőmérsékletváltozással, hősokkal járó műveletek, mint a kovácsolás vagy hegesztés szinte minden esetben látható színeltérést, foltosodást okoznak az horganyzás után. Hasonló hibát okoz, ha a munkadarabok utólagosan felhegesztésre vagy javításra kerülnek egy elrontott furat miatt, hiába azonos a hegesztőanyag minőség, az látszani fog. Ezért horganyzásra kerülő munkadarabot látható helyen ne javítsunk, hegesszünk, mert az biztosan meglátszik a felületkezelés után!
Emellett fontos megjegyezni, hogy a hegesztéskor a munkadarab felületen lévő zsír, vagy a segédanyagként használt gyanta, faggyú ráéghet a hegesztési varrat környékére, amit a horganyzás folyamatában használt felületkezelő vegyszerek nem, vagy csak korlátozott mértékben képesek eltávolítani, ezeket csak mechanikai eljárással lehet eltávolítani. Ezeken a helyeken nem vagy csak korlátozott mértékben alakul ki horgany-bevonat, védtelenül hagyva az alapfémet. Amennyiben lehetséges kerüljük a felületre ráégő lehetséges szennyező források alkalmazását a horganyzásra kerülő felületeken.
Megfogási (kontakt) pontok
A kifogástalan cink (horgany) bevonat gyors pontos kialakítása közben elengedhetetlen a horganyozási technológiai paraméterek (fürdőparaméterek, feszültség, áramsűrűség) állandó szabályozott fenntartása. Éppen ezért nagyon fontos a stabil, folyamatos elektromos kontaktus a kezelendő alkatrész és az áramátadó készülék között. Ebben az elektronikai láncban fontos szerepe van a szerszámnak. Üzemünkben a legtöbb esetben tartós speciális titánium (Ti) tartalmú saválló ötvözetből készült szerszámokat használunk a stabil elektromos kapcsolat fenntartásának érdekében. Ugyan a saválló szerszámok költségesebbek, azonban ez az egyetlen olyan ipari fémötvözet, amely tartósan képes elviselni a Horganyozási folyamat sósavas környezetét (10-16% HCl-koncentrációt), ugyanakkor elektromosan semlegesen viselkedik, így stabilan biztosítja a folyamat paramétereket, illetve az cink réteg gyors és egyenletes kialakulását.
Célszerű már a tervezéskor megjelölni a rajzokon a lehetséges megfogási pontokat, felületeket, elkerülve a látható felületeket, esetleg segédfuratokat elhelyezni az alkatrészen, ezek hiányában a felületkezelő dönt az alkatrész megfelelő befogatásáról. Gondos tervezéssel elkerülhető, hogy a munkadarabok menetes vagy szigorúan tűrt furatok mentén kerüljön megfogatásra.
- megfogási pontokon jelentkező hibák:
- nem alakul ki a horgany-réteg, fekete elszíneződés átható
Furatok, Zsebeknél lehetséges Horganyozási hibák
Szűk furatokban (Ø < 3 mm) zárt üregekben, nagyon szűk illesztési résekben (<1mm) nem, vagy csak korlátozott mértékben alakul ki a horgany réteg, így azok védelem nélkül maradhatnak. Mivel ezek a szűk furatok, üregek az elektrolit számára csak korlátozottan átjárhatóak, úgynevezett „folyadék pangás” figyelhető meg. Az így bennrekedt savmaradványok aztán később (akár napokkal később) kiszivároghatnak és tönkre teszik a horganyzott felületet védelmet.
Zsákfuratok esetében légbuborékok, légzárványok maradhatnak a furatok alján (itt nem érintkezik a felület az elektrolittal) így nem alakul ki horganyozott védőréteg.
Külön ki kell emelni, hogy sok esetben hasonló savszivárgási hibát okozhat a hegesztési varratok tömítettségének elégtelensége (tű-lyukak), varrat nem megfelelő kialakítása, illetve a szakaszos-varratok köztes illesztési hézagjainak résszerű megjelenése. Horganyzásra szánt alkatrészeken úgy kell kialakítania hegesztési varratot, illesztési réseket, hogy azok a horganyozási folyamat vegyszerei számára vagy teljesen átjárhatóak legyenek, vagy teljesen (tű-lyuk mentesek) tömítettek legyenek. Összegezve, ezen szűk furatok, rések, üregek illesztések, elégtelen hegesztési varratok peremén „megfolyás”, savkifolyás vagy sókiválás lehetséges, ahol is sérül az elkészült horgany réteg.
Már tervezéskor érdemes egyeztetni a felületkezelő céggel az alkatrészek szerszámon való elhelyezéséről és a befogatási pontok lehetőségeiről. A hegesztési varratok kialakításáról, segédlyukak, furatok elhelyezhetőségéről a folyadékok átjárhatósága és a légbuborékok eltávolítása érdekében. Így elkerülhetőek a légzárványok és utólagos savszivárgás okozta horganyozási hibák kialakulása.
Furatok, felületek védelme és az előforduló hibák
Vannak olyan Vevői felhasználási előírások követelmények, például:
- szigorúan tűrt méretek megtartása horganyzás után,
ahol szükséges bizonyos furatok védelme a horganyozási folyamat közben. Ezeken a felületeken nem játszódik le a horganyozási folyamat.
Azonban nem megfelelő kitakarás, dugózás következtében előfordulhat, hogy horganyzás közben alkalmazott vegyszerek, a kitakarás alá szivároghatnak vagy a nem megfelelően záró dugó mellett a védendő furatokba beszivárognak és ott megmaradnak, később onnan kiszivárogva tönkre tehetik a védett vagy a horganyzott felületeket.
Szintén fontos, hogy a megmunkált alkatrészek furatait főleg a zsákfuratokat alaposan kitisztítsuk nagy nyomású sűrített levegővel, eltávolítva belőlük az esetleges forgácsot vagy emulzió-maradékot, ami károkat okozhat az horganyozási folyamatban. Figyeljünk a megfelelő tömítettségre!
Fényes vagy matt optikai hatású legyen az elvárt horganyzott felület?
A galvanikusan leválasztott Cink-horgany felület önmagában csillogóan tükrös, fényes fém-bevonatot képez a munkadarab felületén. Általánosan elmondható, hogy minél simább a felület annál fényesebb tükrösen csillogó lesz a horganyozott felület. Éppen ezért az is kijelenthető, minél érdesebb az alapfelület, annál mattabb hatású lesz a horganyzott felület optikai megjelenése. A passzivált cinkbevonati réteg a relatív vékony rétegvastagságának köszönhetően kiválóan képes követni az alapfém felületének felületi struktúráját, üregeit, egyenetlenségeit, finom részleteit, furatokat, menetes elemeket (ellentétben a tüzihorganyozással, nem tömíti el a réseket, üregeket, furatokat, meneteket, finoman megmunkált részeket vagy kiegyenlíti a felület egyenetlenségeit).
A galvanikusan horganyzott réteg ezen előnyös tulajdonságának köszönhetően képes megmutatni az alapfelületet az eredeti „szépségében”, azonban sokszor felhívja a figyelmet az alapfém felületének hibáira is.
Amikor fontos egy horganyzott alkatrész vagy termék esztétikai megjelenése és annak gyártását tervezzük, már a tervező asztalnál érdemes átgondolni és figyelembe venni, hogy milyen optikai hatást szeretnénk elérni a késztermék megjelenésében. Milyen hatással lehetnek/vannak a termék esztétikájára az alkalmazott gyártási folyamat, a megmunkálás műveletei, hogyan fogják befolyásolni a kész alkatrész felületi minőségét, ezen keresztül késztermék végső megjelenését.
Passziválás, vegyszer maradványok
Az tökéletes horganyzás utolsó fázisa, de egyben az egyik legfontosabb lépése a passziválás, illetve azok teljes lezárása. A horgany réteg megfelelő passziválása nagyban befolyásolja a felület korrózióval szembeni ellenállóságát, emellett hatással van a horganyzott alkatrész színtartósságára, esztétikai megjelenésére is.A passziválás a Megrendelő igényei, előírásai alapján választható színekben történik.
A Passziválás történhet:
- vékony vagy vastagrétegű passziváló rendszerben
- Cr(III) tartalmú vagy Cr(VI) tartalmú vegyszerben
- az alkalmazott Passziváló vegyszer függvényében lehet:
- Natúr, transzparens „kékes”/fehér
- Natúr, transzparens „irizáló” zöldes
- irizáló intenzív sárga
- irizáló halvány sárga/zöldes
A pórusok zárása után az alkatrészek általában melegek, így az öblítés után könnyen megszáradnak, azonban a szűk furatokban, zsebekben lehetnek vegyszermaradványok, amiket alapos sűrített levegős kifúvatással el kell távolítani, ellenkező esetben a később kiszivárgó maradványok tönkre tehetik a kész eloxált felületeket.
Csomagolás, a nyers- és kész-termékek védelme
A Megrendelő elvárásainak megfelelő horganyzás a csomagolással kezdődik és azzal is végződik. Fontos a nyers és a késztermékek megfelelő mechanikai hatásokkal szembeni védelme, esetleg alkatrészek jelölése, azonban figyelni kell arra, hogy a horganyzásra szánt felületet ragasztószalag közvetlenül ne érje, illetve ne írjunk közvetlenül a fémfelületre. Mivel a ragasztó anyagokat, festékeket, feliratokat a horganyzás folyamán alkalmazott zsírtalanító, illetve egyéb vegyszerek nem képesek megfelelő módon eltávolítani a felületről, így ezeken a helyeken nem alakul ki az elvárásoknak megfelelő védő horganyréteg.
A ragasztószalag és a felület között minden esetben legyen papír vagy fólia, és mindenképpen kerüljük el a közvetlenül horganyzásra szánt fém felületre történő feliratozást.
Ne alkalmazzunk olyan csomagoló anyagot, ami esetleg könnyen ráolvadhat a meleg munkadarab felületére!