Horganyzás
A galván-technológia a fémipar alapvető bérmunka típusai közé tartozik. Ezen belül horganyozása legelterjedtebb és egyben a legolcsóbb galvanizálási eljárás. Általában a vas munkadarabokra fémbevonat kerül leválasztásra elektrokémiai úton. Új Siemens automatizált sorunk biztosítja az ipari vevők számára a nagy mennyiségű, gyors megbízható kiszolgálást, a technológiai idők és paraméterek maradéktalan betartását és az állandó és kiváló minőséget. Cink-Horgany-gyártósorunkon kétféle technológia használatára van lehetőség:
- Függesztett kivitelben /mely alkalmas különféle szálanyagok, nagyobb munkadarabok, egyedi felületkezelést igénylő munkadarabok horganyozására.
- Forgódobos kivitelben /alkalmas kisebb méretű tömegtermékek, kötőelemek horganyozására.
Kádméretek:
A kádak méretéből adódóan: max. 1700 x 850 x 450 mm-es befoglaló méreteket tudunk a kezelősorra felhelyezni. A tömegárú galvanizálása akár 100 kg tömegáru befogadására képes forgódobban történik. A Cink Horgany-soron egységesen fényes esztétikus bevonatot tudunk létrehozni, melyet igény szerinti színben passziválunk, majd szükség szerint utókezelünk.
Rétegvastagság:
A Megrendelői igényeknek megfelelően a EN ISO DIN 50979:2008-07 szabvány szerint 3-25 µm (mikron) rétegig tudunk horgany réteget felvinni a munkadarabokra, amennyiben nincs külön meghatározva a rétegvastagság, akkor 8±2 µm réteggel dolgozunk horganyozásnál.
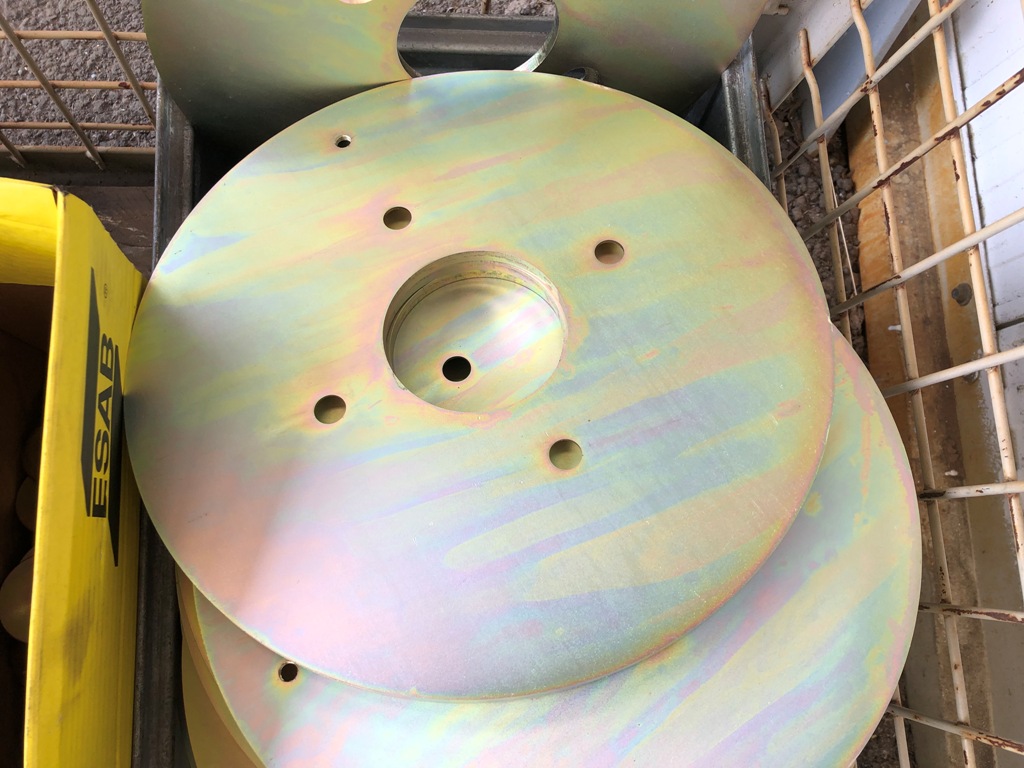
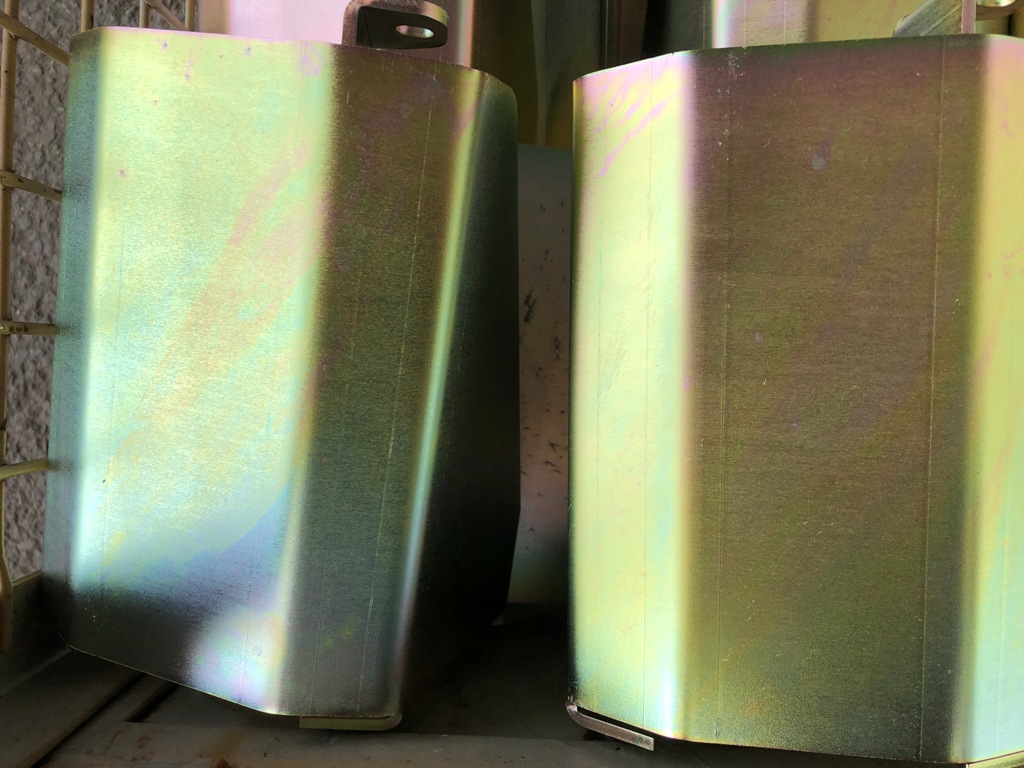
Az Passziváláskor választható színek
- Natúr, irizáló „Kék” vastagrétegű /Cr(III) vegyértékű kromit
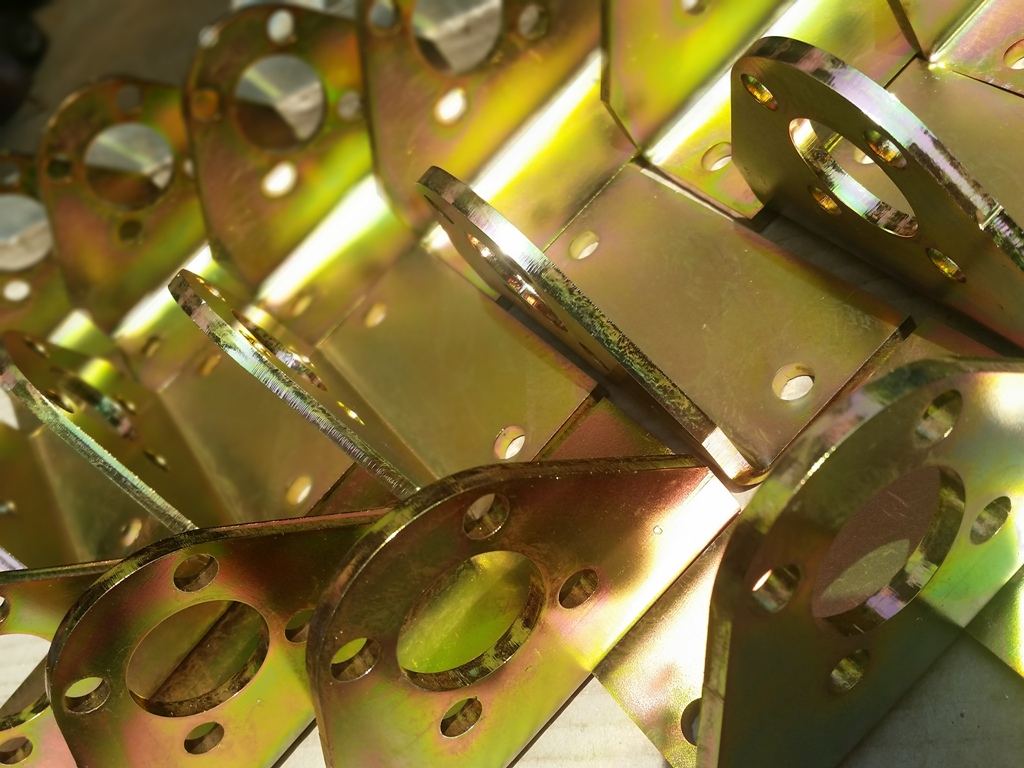
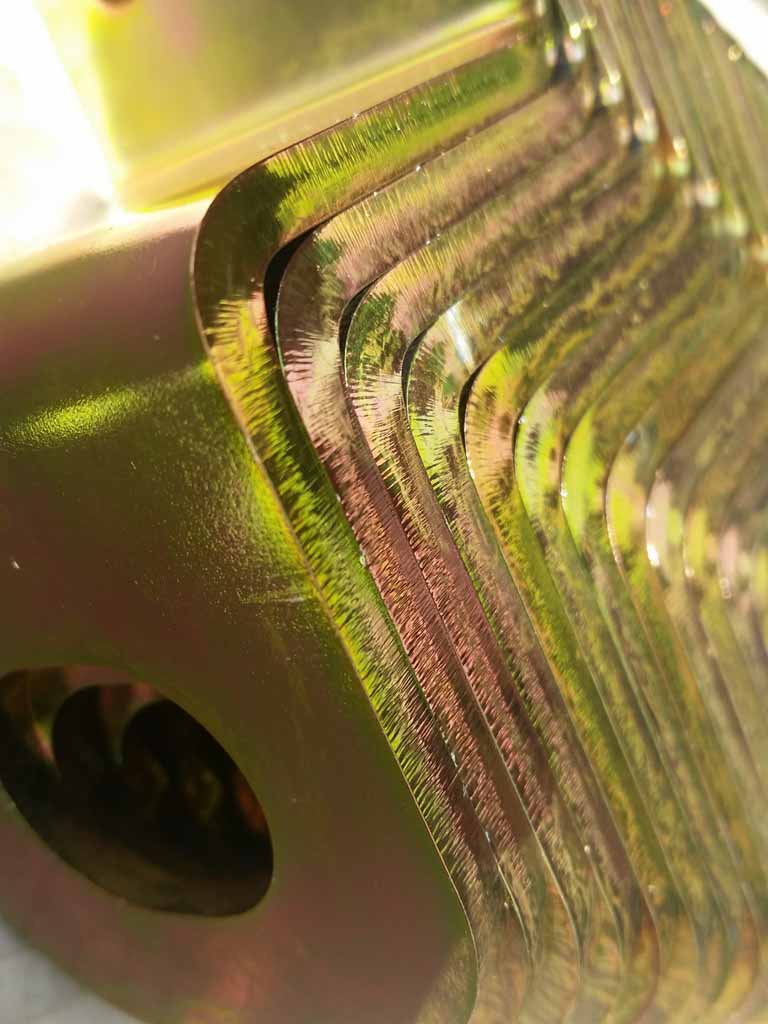
- Irizáló halvány „Sárga” vastagrétegű / Cr(III) vegyértékű kromit
Horganyzás átfutási idő:
- Normál esetben 2-5 munkanap, az áru befogadása során már tájékoztatjuk kedves vevőinket tervezetten melyik napon lesz kész a termékük (természetesen ez volumenfüggő)
- Extra sürgős esetben 1-2 nap
Mire kell figyelni már a Horganyzott Alkatrészek gyártásakor, beszállításkor:
Ahhoz, hogy a Megrendelő igényeinek, elvárásainak, minden szempontból kifogástalan, egyenletes minőségű, tökéletesen esztétikus horganyzott terméket tudjunk előállítani, érdemes figyelembe venni a következő javaslatokat már a tervezési fázistól kezdve a gyártási-megmunkálási folyamatokon át:
- horganyzásra kerülő alkatrészek gyártási méretei megfelelőek?
- látható helyen, azonos alkatrészcsoportba tartozó termékek, azonos alapanyagból, azonos megmunkálási-felületi minőséggel rendelkeznek?
- hegesztési varratok kiválasztása, elhelyezése, segéd furatok és kifolyónyílások elhelyezése megfelelő?
- forgácsolási, megmunkálási, felületi szennyezők, festék, gyanta, zsír, olaj, emulzió maradékok megfelelően el lettek távolítva?
- hegesztés, hőkezelés miatt ráégett zsír, gyanta, festék, elszíneződések,el lettek távolítva?
- hegesztési varratok, folytonossága (tűlyuk-mentesség), illesztési rések átjárhatósága folyadékok számára megfelelő?
- a termék tartalmaz függesztési pontokat?
A horgany fürdőink technológiai vegyszerei:
Vegyszergyártó: Schlötter GmbH & Co. KG
A használt típusok technológiai lépésenként:
Savas horganyfürdők: Slotanit OT 1470
- Alapadalék: Slotanit OT 1471-1
- Fényadalék: Slotanit OT 1472-1
- emellett: Bórsav; Kálium-klorid, ZnCl, HCl, ioncserélt-víz
Passziválás „kék”-szín:
- Passziváló adalék: Slotopas PC 1200
- emellett: salétromsav, ioncserélt-víz
Passziválás „intenzív sárga”-szín:
- Passziváló adalék: SILVAPAS CFS
- emellett: salétromsav, ioncserélt-víz
Opcionálisan választható, Megrendelői igény szerint, a korrózióállóság lakkozással tovább növelhető, ami +30 - 50 óra növekedést jelent sópermet állósági teszten.
- Lakk: HSO-Supercoat, Slotofin 10